
Содержание
Усадка — это не просто цифра в таблице свойств материала. Это сложнейший физический процесс, который является причиной большинства проблем при литье пластмасс: от коробления, деформации детали и внутренних напряжений до неточности геометрии. Понимание природы усадки — ключ к получению качественной детали.
В этой статье мы разберем, что такое усадка, от чего она зависит, какие виды усадки существуют и как научиться управлять этим явлением.
Что такое усадка и почему её нельзя игнорировать
Усадка — это фундаментальное физическое явление, при котором материал уменьшает свои объемные и линейные размеры при переходе из жидкого или высокопластичного состояния в твердое. В контексте литья под давлением и проектирования пресс-форм усадка представляет собой разницу между геометрическими размерами полости формы и готового изделия после его полного охлаждения и стабилизации.
Основные причины возникновения усадки
1. Термическое сжатие:
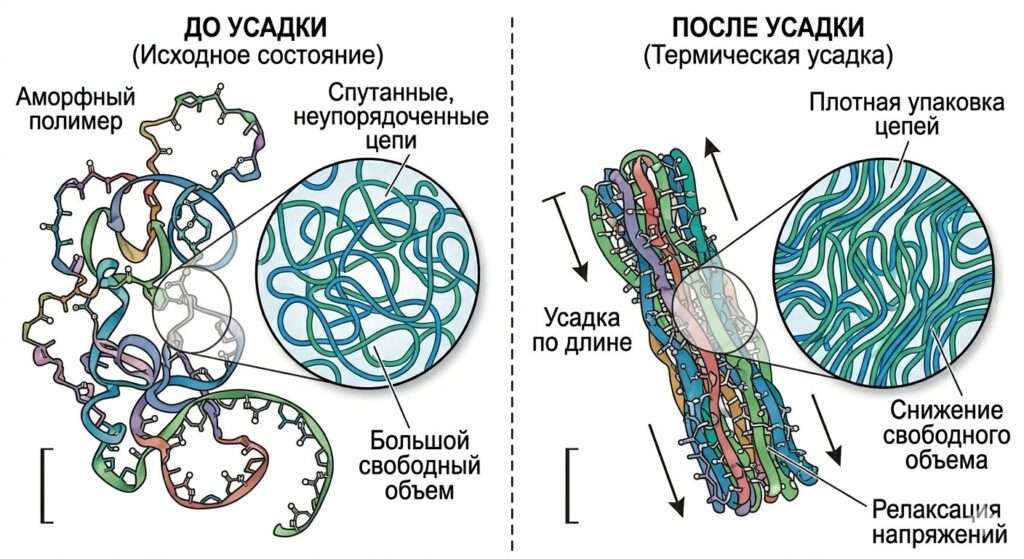
Это самая очевидная и универсальная причина. Оно присутствует у всех без исключения термопластичных материалов и обусловлено фундаментальным физическим законом — все материалы при охлаждении уменьшаются в объеме согласно коэффициенту термического расширения.
В расплавленном состоянии полимерные макромолекулы обладают высокой кинетической энергией. Атомы и молекулярные сегменты находятся в состоянии интенсивных колебательных и вращательных движений, занимая большой свободный объем.
При охлаждении:
- Кинетическая энергия молекул снижается;
- Амплитуда колебаний атомов уменьшается;
- Межмолекулярные расстояния сокращаются;
- Свободный объем уменьшается.
2. Фазовые и структурные превращения
Для полукристаллических полимеров (PP, PE, PA, POM) это главный фактор. При охлаждении хаотично движущиеся макромолекулы выстраиваются в упорядоченные структуры (кристаллиты).
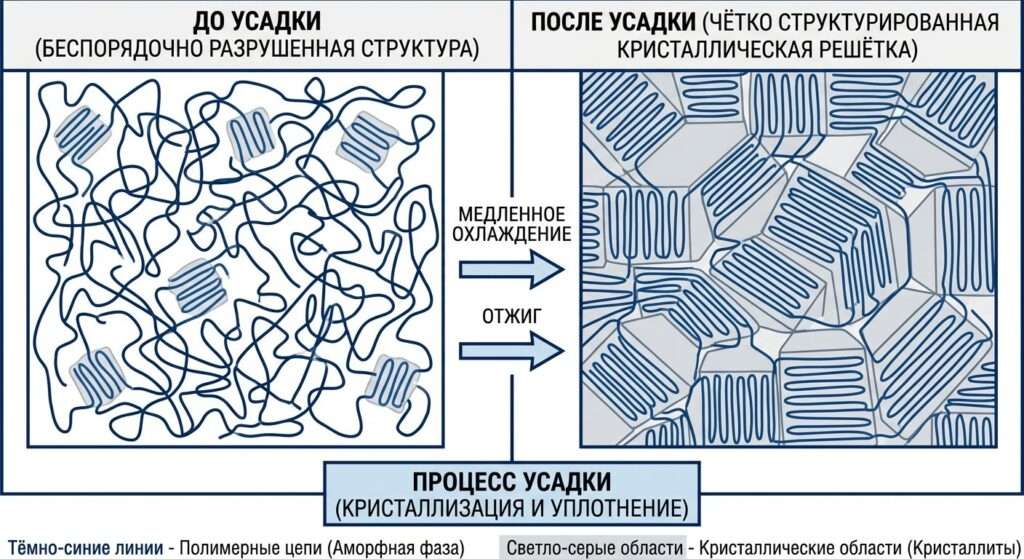
Важный нюанс: Удельный объем аморфной фазы больше, чем кристаллической. В момент кристаллизации происходит резкое уменьшение объема, поскольку кристаллическая фаза имеет более плотную упаковку цепей по сравнению с аморфной фазой. Поэтому полукристаллические материалы (PP, PA) дают усадку в 2–4 раза больше, чем аморфные (ABS, PC, PS).
3. Релаксационные процессы
Это наименее очевидная, но очень важная причина, проявляющаяся во времени. В практике литья пластмасс часто встречается ситуация: деталь вышла из формы с правильными размерами, но спустя сутки, неделю или после нагрева она изменила геометрию. Это явление связано не с кристаллизацией и не с тепловым сжатием в форме, а с релаксацией внутренних напряжений.
Когда расплав впрыскивается в форму, молекулы вытягиваются в направлении течения. Если деталь застывает в этом напряженном состоянии (ориентация «замораживается»), со временем или при повышении температуры эти напряжения снимаются, и молекулы стремятся вернуться в равновесное состояние. Это вызывает дополнительную усадку, которая часто неравномерна по осям, усадка по направлению течения расплава может быть значительно больше, чем в поперечном.
Важность усадки: экономические и технологические аспекты
- Экономика производства: Неправильный учет усадки ведет к браку, необходимости доработки пресс-формы, увеличению цикла запуска продукции и потере конкурентоспособности.
- Технологическая стабильность: Предсказуемая усадка позволяет создать стабильный производственный процесс с минимальными перенастройками.
- Качество изделия: Усадка влияет на:
- Функциональные размеры и посадки
- Геометрическую точность и отсутствие коробления
- Внутренние напряжения и долговечность
- Внешний вид (дефекты поверхности, утяжины, коробления)
Пример: ошибка в учёте усадки всего на 0,5% для изделия длиной 200 мм приведёт к отклонению в 1 мм — что часто выходит за пределы допуска
Классификация видов усадки в технологии переработки полимеров
1. По механизму возникновения
- Термическая усадка — следствие температурного сжатия
- Структурная усадка — результат фазовых превращений
- Напряженная усадка — обусловлена релаксацией напряжений
- Влажностная усадка — характерна для гидрофильных полимеров (например, полиамидов)
2. По пространственной характеристике
Изотропная усадка — одинаковая во всех направлениях. Характерна для:
- Аморфных полимеров без наполнителей
- Идеальных условий формования
- Массивных деталей простой формы
Анизотропная усадка — разная в разных направлениях. Возникает из-за:
- Ориентации макромолекул в потоке
- Неравномерного охлаждения
- Наличия армирующих наполнителей
3. По временному признаку
| Вид усадки | Время проявления | Доля от общей усадки | Практическое значение |
| Мгновенная усадка | В момент извлечения из формы | 40-70% | Определяет усилие выталкивания |
| Кратковременная усадка | 2-48 часов после извлечения | 20-40% | Влияет на размеры при сборке |
| Длительная (послеусадка) | До 30 суток и более | 5-20% | Критична для прецизионных деталей |
Нормативная база: ГОСТ и международные стандарты
ГОСТ 18616-2020 «Пластмассы. Метод определения усадки литьевых изделий»
Это основной российский стандарт, гармонизированный с международным стандартом ISO 294-4. Он устанавливает единую методологию для получения сравнимых данных.
Ключевые положения ГОСТ:
- Типовые образцы: Используются стандартизированные пластины или стержни с реперными метками
- Условия кондиционирования: 24-96 часов при температуре 23±2°C и влажности 50±10%
- Температурные режимы: Стандартизированы температуры материала и формы
- Измерительное оборудование: Используются инструменты с точностью не менее 0,01 мм
Протокол испытаний по ГОСТ включает:
- Подготовку не менее 5 образцов
- Измерение в трех направлениях (вдоль потока, поперек, по толщине)
- Расчет среднего значения и разброса
- Фиксацию всех технологических параметров
Аналоги международных стандартов:
| Стандарт | Страна | Особенности | Точность измерений |
| ISO 294-4 | Международный | Гармонизирован с ГОСТ | ±0,02 мм |
| ASTM D955 | США | Широкий диапазон образцов | ±0,025 мм |
| DIN 16901 | Германия | Жесткие требования к условиям | ±0,01 мм |
| JIS K7152 | Япония | Акцент на технологичность | ±0,02 мм |
Расчет усадки: от простых формул до комплексного моделирования
1. Базовый расчет линейной усадки
Основная формула для расчета процентной усадки:
S = [(Lп — Lи) / Lп] × 100%
где:
- S — усадка, %
- Lп — размер полости формы, мм
- Lи — размер изделия после стабилизации, мм
Пример расчета:
Если размер полости 100,00 мм, а готовое изделие 99,50 мм:
S = [(100,00 — 99,50) / 100,00] × 100% = 0,5%
2. Расчет размеров полости формы с учетом усадки
При проектировании пресс-формы используется обратная формула:
Lп = Lи × (1 + S/100)
где:
- Lп — требуемый размер полости формы
- Lи — целевой размер изделия
- S — ожидаемая усадка, %
Пример: Для изделия 80,00 мм при усадке 1,2%:
Lп = 80 × (1 + 0,012) = 80,96 мм
3. Учет анизотропии (разной усадки по направлениям)
Для большинства полимеров усадка вдоль направления потока (S∥) больше, чем поперек (S⟂). Это требует раздельного расчета:
Lп_параллельно = Lи_параллельно × (1 + S∥/100)
Lп_перпендикулярно = Lи_перпендикулярно × (1 + S⟂/100)
Раздельный расчет усадки часто применяется при экструзионно-выдувном формовании, т.к. строго ориентированные в паризоне молекулы объективно имеют различную усадку вдоль паризона и поперек.
4. Поправочные коэффициенты для реальных условий
В реальных технологических процессах коэффициентом усадки можно управлять, изменяя параметры технологического процесса. Например, увеличение времени охлаждения снижает усадку, т.к. молекулы полимера фиксируют свое состояние быстрее, чем успевают принять свою естественную форму (клубок или кристалл).
На практике используют модифицированные формулы с коэффициентами:
Lп = Lи × [1 + (S_базовая × K1 × K2 × K3)/100]
где:
- K1 — коэффициент влияния толщины стенки
- K2 — коэффициент ориентации потока
- K3 — коэффициент условий охлаждения
Факторы, влияющие на величину усадки
1. Структура полимера (наиболее значимый фактор)
| Тип | Типичная усадка, % | Особенности |
| Аморфные полимеры (ПК, ПММА, АБС, ПС) | 0,4-0,7% | Низкая усадка, минимальная анизотропия |
| Полукристаллические (ПА6, ПА66, POM) | 1,2-2,5% | Высокая усадка, сильная анизотропия |
| Полиолефины (ПП, ПЭ) | 1,5-3,0% | Максимальная усадка, зависит от степени кристалличности |
| С наполнителями (30% стекловолокно) | 0,1-0,6% | Снижение усадки в 2-4 раза, изменение анизотропии |
2. Конструктивные факторы изделия
- Толщина стенки: Увеличение толщины → увеличение усадки
- Наличие ребер и массивных элементов: Создает неравномерность усадки
- Геометрическая сложность: Внутренние напряжения и ограничение усадки
- Соотношение размеров: Длинные тонкие элементы более склонны к короблению
3. Технологические параметры литья
Обратная зависимость:
- Давление литья ↑ → Усадка ↓
- Время выдержки под давлением ↑ → Усадка ↓
- Температура формы ↑ → Усадка ↓ (для кристаллизующихся полимеров)
Прямая зависимость:
- Температура расплава ↑ → Усадка ↑
- Скорость впрыска ↑ → Анизотропия усадки ↑
4. Конструкция пресс-формы
- Расположение и тип литниковой системы
- Эффективность и равномерность системы охлаждения
- Наличие выталкивателей в критических зонах
Влияние усадки на проектирование пресс-форм
1. Определение номинальных размеров
Каждый размер, относящийся к изделию, должен быть увеличен в полости формы на расчетную величину усадки. При этом учитывается:
- Разная усадка для наружных и внутренних размеров
- Необходимость сохранения конструктивных зазоров
- Требования к посадкам с другими деталями
2. Система охлаждения
Неравномерное охлаждение → разная усадка в разных зонах → коробление. Правила проектирования:
- Равномерное распределение каналов охлаждения
- Интенсивное охлаждение зон с массивными элементами
- Учет направления потока при размещении каналов
3. Литниковая система
- Центральный литник создает радиальную анизотропию усадки
- Тоннельные литники минимизируют зону влияния
- Холодноканальные системы обеспечивают стабильность
4. Система выталкивания
Зоны с высокой усадкой создают повышенное трение на поверхности формы:
- Увеличение количества выталкивателей в проблемных зонах
- Использование газового выталкивания для больших поверхностей
5. Компенсирующие элементы конструкции
- Предварительный изгиб ответственных поверхностей
- Компенсационные канавки в зонах концентрации напряжений
- Специальные радиусы скругления
Практические методы управления усадкой
1. CAE-моделирование (Moldflow, Moldex3D, Sigmasoft)
Современный способ, позволяющий:
- Прогнозировать распределение усадки с точностью 85-95%
- Оптимизировать технологические параметры виртуально
- Выявлять зоны потенциального коробления
- Автоматически генерировать скорректированную геометрию полости
Типовой рабочий процесс:
- Импорт 3D-модели изделия
- Задание материала и ориентировочных параметров
- Построение сетки и настройка анализа
- Запуск симуляции заполнения и охлаждения
- Анализ поля усадки и коробления
- Корректировка геометрии полости с учетом результатов
- Повторная проверка
2. Экспериментальные методы
Для серийного производства:
- Изготовление пробной пресс-формы
- Серия пробных отливок с разными параметрами
- Измерение размеров после полной стабилизации
- Статистическая обработка данных
- Корректировка финальной пресс-формы
3. Конструктивные приемы
- Равномерная толщина стенки — ключевое правило
- Плавные переходы между сечениями разной толщины
- Симметричное расположение ребер и усилителей
- Оптимальные радиусы скругления (не менее 0,5×толщины стенки)
Конструктор литьевой формы закладывает в геометрию полости коэффициент усадки. Если материал дает усадку 1.5%, полость формы делается на 1.5% больше номинального размера детали.
Сложность в том, что усадка анизотропна. Если деталь длинная и узкая, усадка по длине (вдоль потока) и по ширине (поперек потока) будет различаться. В форме это компенсируется сложной геометрией, которая после остывания дает правильный квадрат или круг
Особые случаи и отрасли, где усадка критически важна
1. Медицинские изделия
- Требуемая точность: до ±0,01 мм
- Особенности: Часто используются прозрачные материалы с низкой усадкой (ПК, ПММА)
- Проблемы: Дефекты недопустимы, требуется 100% контроль
2. Автомобилестроение
- Крупногабаритные детали (бамперы, панели салона)
- Сочетанные материалы (пластик + металл, пластик + текстиль)
- Термоциклирование в процессе эксплуатации
3. Электроника и микрооптика
- Сверхмалые допуски (микрометры)
- Сохранение оптических свойств
- Минимизация внутренних напряжений
4. Прецизионные технические детали
- Шестерни, направляющие, корпуса подшипников
- Требования по биению и соосности
- Стабильность размеров при изменении температуры эксплуатации
Типичные дефекты, вызванные неправильным учетом усадки
1. Коробление — неравномерная усадка в разных частях детали. Главная причина — неравномерное охлаждение или высокая ориентация молекул
2. Утяжины — локальная усадка в массивных зонах
3. Внутренние пустоты – образуются в толстостенных деталях, когда наружный слой застыл настолько быстро, что материал в центре, усаживаясь, не может «дотянуть» расплав из литника, и внутри образуется вакуумная полость
4. Раковины – локальное углубление напротив ребер или массивных бобышек. Возникают из-за недостатка подпрессовки или слишком тонких наружных слоев, которые не выдерживают давления усаживающейся сердцевины
5. Трещины и разрывы — внутренние напряжения превышают прочность
6. Непопадание в размер — систематическая ошибка всех размеров
7. Ухудшение механических свойств — ориентация и замороженные напряжения
Заключение
Усадка — это неизбежный спутник процессов работы с полимерами. Задача инженера — не борьба с усадкой, а ее предсказание, учет и управление. Современный подход предполагает:
- Системное мышление — учет всех взаимосвязанных факторов
- Проактивные действия — расчет и компенсация на этапе проектирования изделия и пресс-формы.
- Использование технологий — обязательное CAE-моделирование для ответственных изделий
- Документирование и накопление опыта — создание базы данных для конкретных материалов и конструкций
- Междисциплинарное взаимодействие — совместная работа конструктора изделия, технолога и проектировщика пресс-формы
Правильный учет усадки превращает ее из источника проблем в управляемый параметр, позволяющий создавать прецизионные изделия с первой отливки, минимизировать затраты и достигать высочайшего качества. В этом и заключается мастерство современного инженера в области проектирования пресс-форм и переработки полимеров.
Требуется консультация по расчёту усадки, выбору материала или проектированию пресс-формы?
Обращайтесь к нашим техническим специалистам. Мы поможем решить вашу задачу от анализа до запуска серии https://pkpf.ru/


